










































































































































技術中心2024-12-21
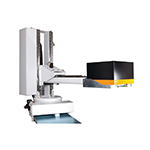
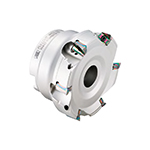
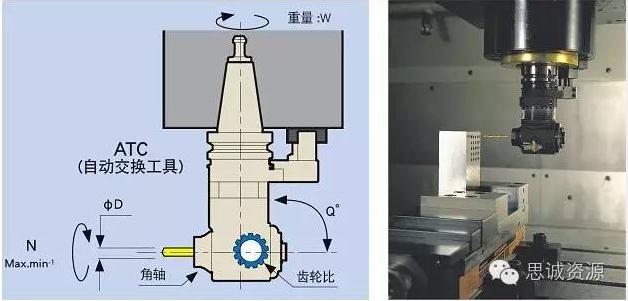
在實際加工中,角度頭可以完成銑削、鉆孔、攻絲、鏜銷等加工工序,機床安裝上角度頭后可以讓刀具輸出中心線與機床主軸中心線成特定的角度對工件進行加工,無需改變機床結構就可以極大地增大其加工范圍和適應性,實現(xiàn)立臥轉換五面加工及特定角度斜面加工,并且使一些用傳統(tǒng)方法難以完成的加工如狹小空間深腔內加工得以實現(xiàn),同時能減少工件重復裝夾,提高加工精度和效率。同時角度頭相當于給機床增加了一根軸,在某些大型工件不易翻轉或是高精度要求的情況下,比第四軸更實用。
角度頭側銑頭鉆孔與攻絲解決方案
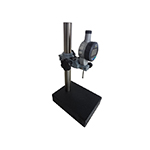
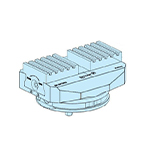
MST90°袖珍型角度頭80%是用在鉆孔和攻絲加工中,融合了必要的剛性和精度的最佳設計,構造簡單。每個機械種類型號有不同的方案,MST角度頭定位塊,可以根據(jù)交換定位拴和調整其長度來對應。
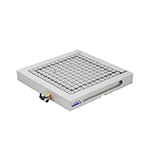
安裝簡單,固定座架和定位栓組合對應所有定位塊。

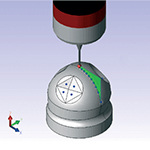
可以照常利用主軸旁原有定位塊,安裝類型有直圓孔型,直槽型,錐槽型,錐孔型。沒有裝定位塊的機床,用戶可進行簡單追加工的通用固定塊。
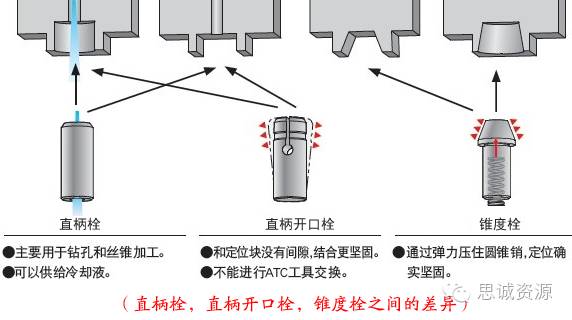
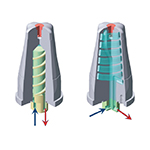
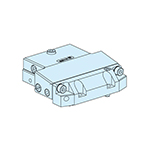
供給冷卻液,使用直柄栓時,如安裝冷卻液導管(LOC6)可以將冷卻液確切提供至刃尖。

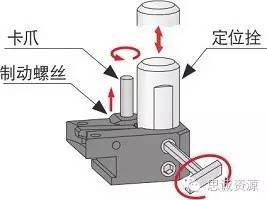
可以調整定位拴的高度,只放松螺栓就可以簡單調整栓的長度,再進行交換。也可以用內六角扳手上下轉動放松螺絲,簡單地調整卡爪。
| 角度頭型號 | HFD12型/HFT6型 | HFD7型/HFT4型 |
|---|---|---|
| 角軸 | 鉆孔用/攻絲用 | 鉆孔用/攻絲用 |
| DETa-1筒夾/絲錐套筒 | D12/TA6 | D7/TA4 |
| 夾持直徑 | φ2.5~φ13/M3~M12 | φ1~φ7/M2~M8 |
| 最高允許轉速 | 4000 min-1 | 6000 min-1 |
| 轉速比刀柄/引導軸 | 1/1 | |
| 旋轉方向機械主軸/角軸 | 反轉(MC編碼: MO4)/正轉 | |






