










































































































































技術中心2025-04-03
1.回零(返回機床原點)
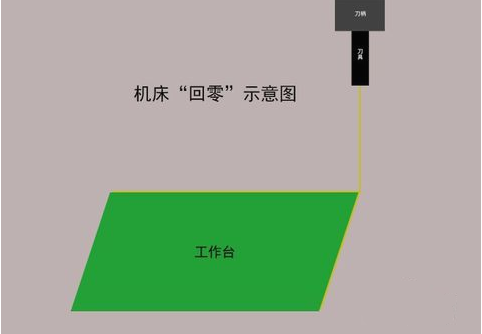
對刀之前,一定要進行回零(返回機床原點)的操作,以便于清除掉上次操作的坐標數(shù)據(jù)。注意X、Y、Z三軸都需要回零。
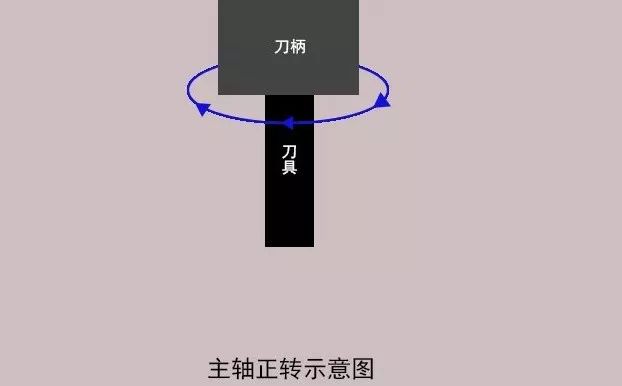
2.主軸正轉
用“MDI”模式,通過輸入指令代碼使主軸正轉,并保持中等旋轉速度。然后換成“手輪”模式,通過轉換調(diào)節(jié)速率進行機床移動的操作。
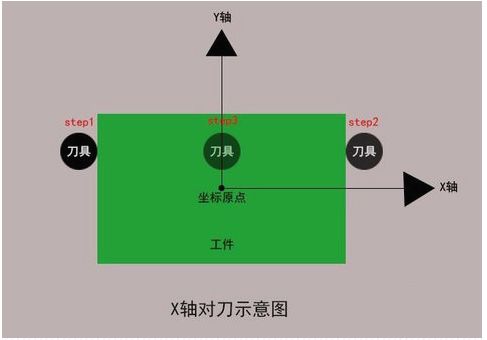
3.X向對刀
用刀具在工件的右邊輕輕的碰下,將機床的相對坐標清零;將刀具沿Z向提起,再將刀具移動到工件的左邊,沿Z向下到之前的同一高度,移動刀具與工件輕輕接觸,將刀具提起,記下機床相對坐標的X值,將刀具移動到相對坐標X的一半上,記下機床的絕對坐標的X值、并按(INPUT)輸入的坐標系中即可。
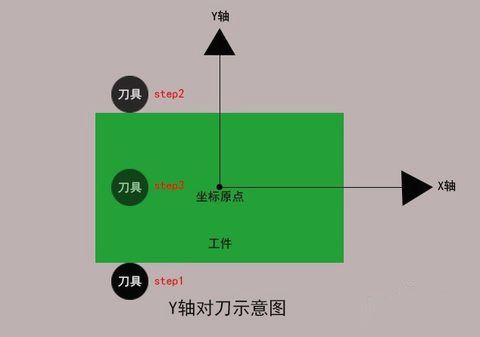
4.Y向對刀
用刀具在工件的前面輕輕的碰下,將機床的相對坐標清零;將刀具沿Z向提起,再將刀具移動到工件的后面,沿Z向下到之前的同一高度,移動刀具與工件輕輕接觸,將刀具提起,記下機床相對坐標的Y值,將刀具移動到相對坐標Y的一半上,記下機床的絕對坐標的Y值、并按(INPUT)輸入的坐標系中即可。
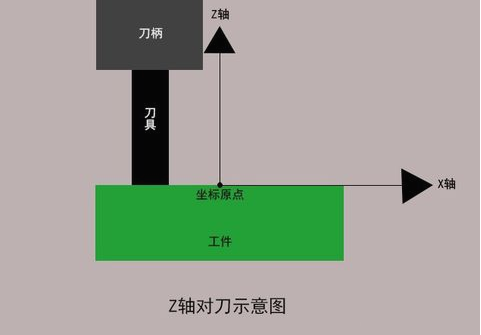
5.Z向對刀
將刀具移動到工件上要對Z向零點的面上,慢慢移動刀具至與工件上表面輕輕接觸,記下此時的機床的坐標系中的Z向值,并按(INPUT)輸入的坐標系中即可。
6.主軸停轉
先將主軸停止轉動,并把主軸移動到合適的位置,調(diào)取加工程序,準備正式加工。






